細穴放電加工
PRECISION HOLE EDM
株式会社 ナムテクノ
細穴放電加工
PRECISION HOLE EDM
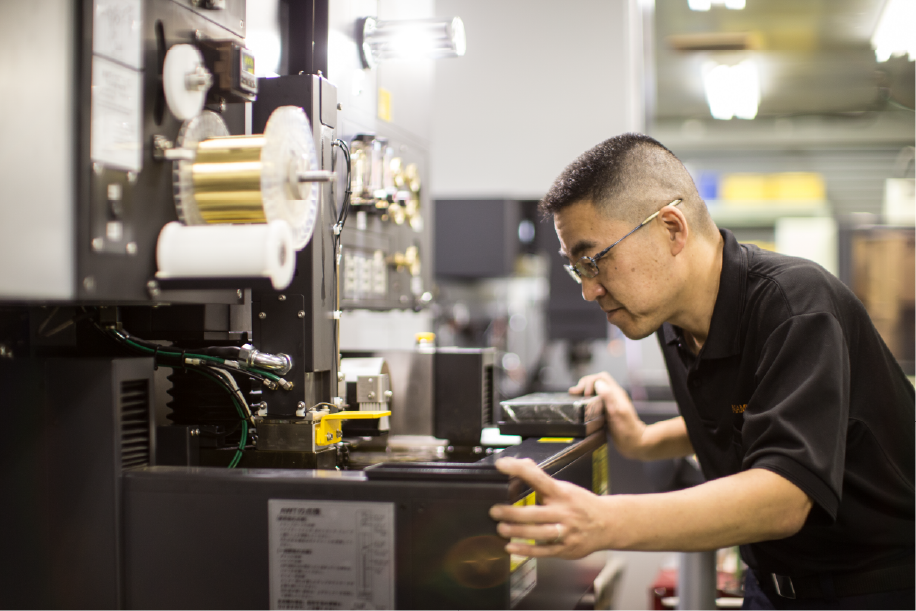
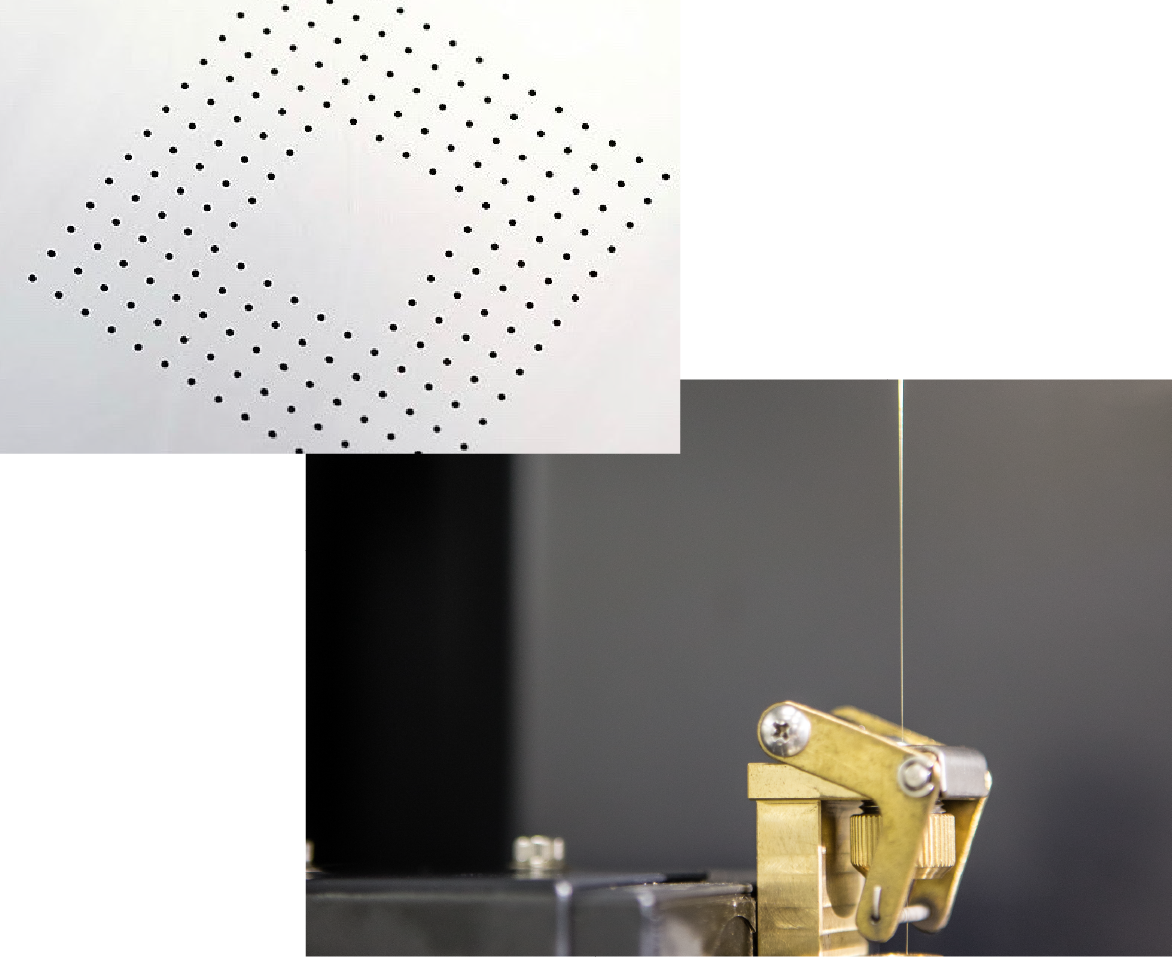
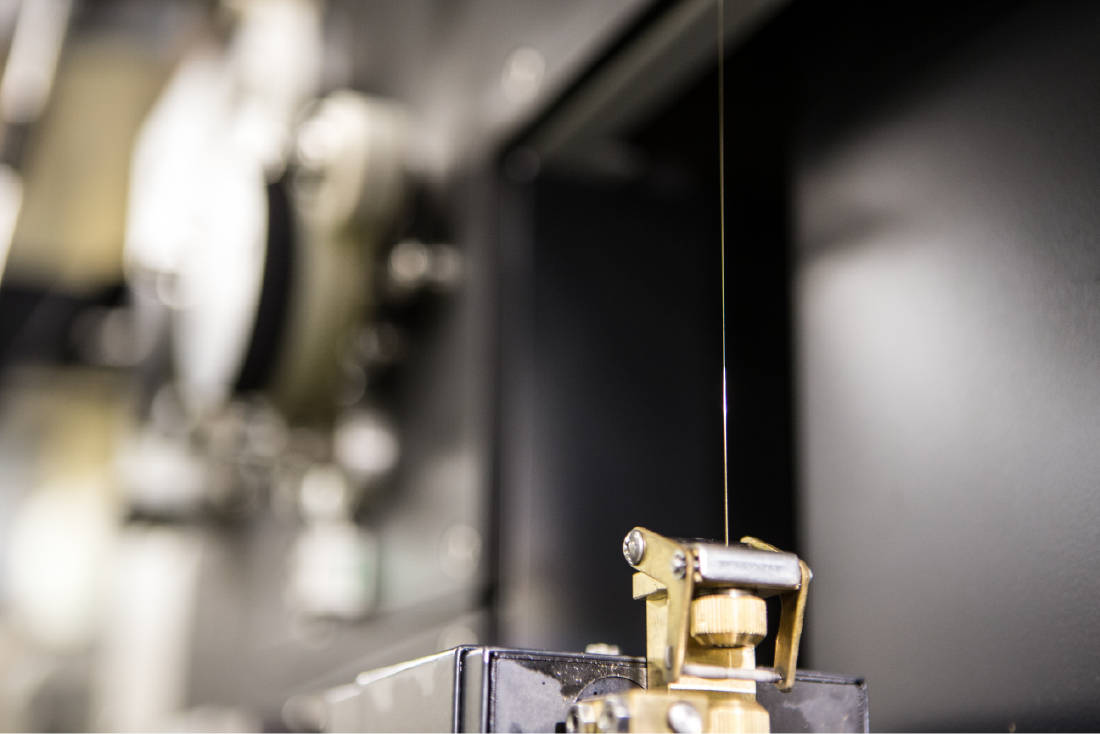
ナムテクノでは、0.02mmからの極小径穴や、傾いた面・難削材にも安定して対応できる細穴放電加工技術を確立しています。放電加工技術により、非接触で火花の熱を使って穴をあけるため、工具が折れたり、穴が曲がったりすることもなく、「ドリルではできない加工」も可能にします。
The Reasons People
Trust NamuTechno
Reasons 01
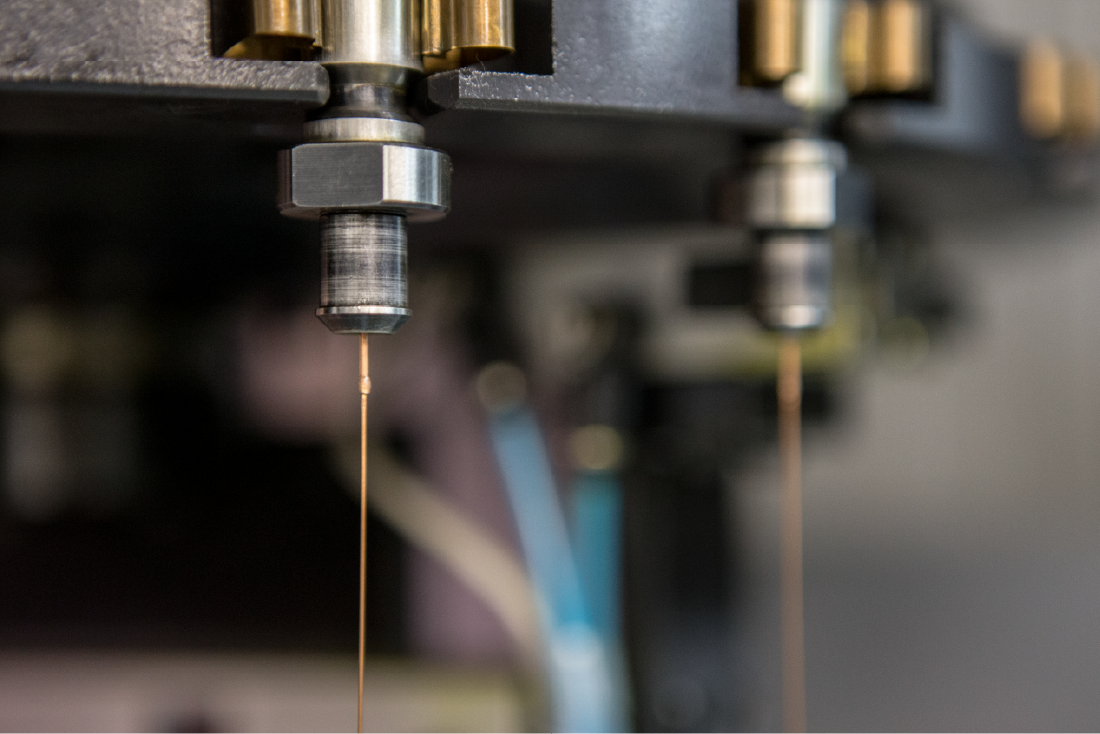
ナムテクノでは、最小0.02mmの極小径穴にも対応しています。
通常の工具では加工が難しい細さでも、放電加工の非接触方式により、工具の折損や材料の変形を防ぎながら、安定した穴あけが可能です。

Reasons 02
素材に直接触れることなく非接触で加工できるため、穴あけ時の圧力による変形や歪み、割れのリスクを大幅に軽減することが可能で、バリやカエリもできません。薄板や硬い材質でも、安心してご依頼いただけます。
Reasons 03
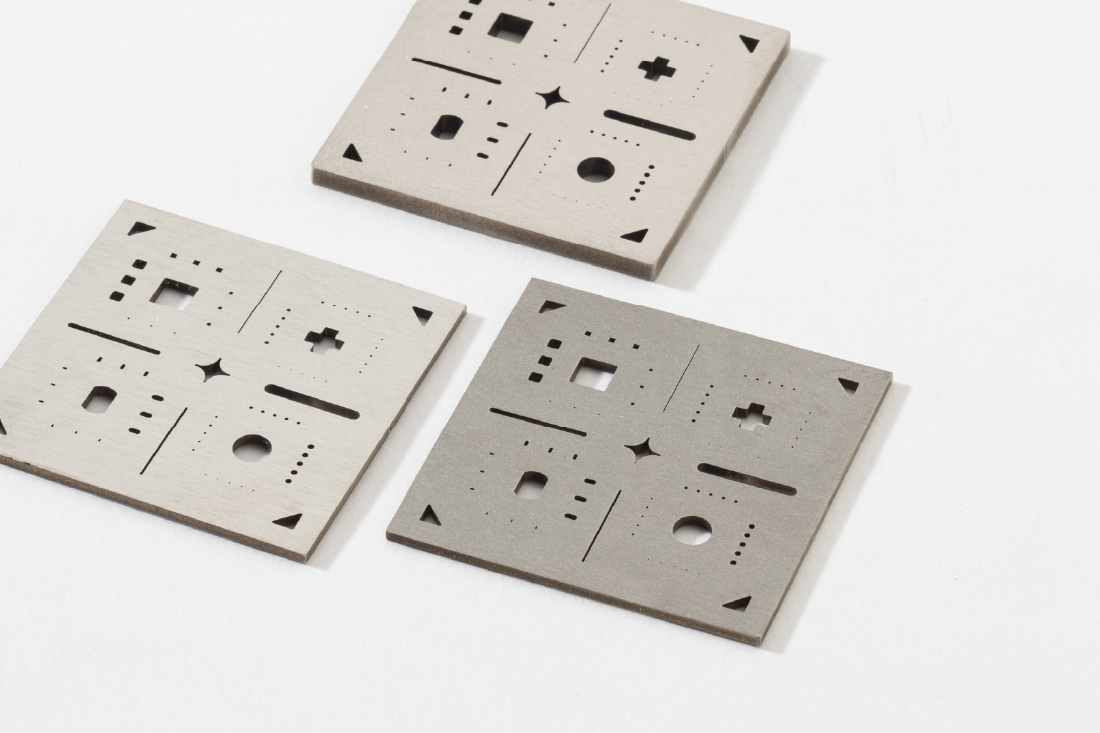
放電加工は、金属の硬さに関係なく穴をあけることができるため、設計の自由度が広がります。岐阜県可児市のナムテクノは、タングステン、タンタル、モリブデン、チタンなどの高融点金属の加工やセラミックス(電導性)などの難素材加工も得意としています。

Reasons 04
岐阜県可児市にあるナムテクノでは、1個からの試作加工や小ロットでのご依頼にも対応しています。急ぎのご相談にもできる限りお応えできるよう、社内で加工体制と工程管理を整え、柔軟な対応力を備えています。


ソディック・・・3台
三菱電機・・・1台

ナムテクノでは、高精度な加工にふさわしい品質管理体制を整えています。
ミツトヨ製CNC画像測定機を導入し、画像処理により寸法や形状を非接触で高精度に測定することができます。
CNC制御による自動測定により、測定時間を短縮したスピーディーかつ、測定誤差の少ない安定した品質チェック、を行っています。