細穴放電加工(初級)
PRECISION HOLE EDM
株式会社 ナムテクノ
細穴放電加工(初級)
PRECISION HOLE EDM
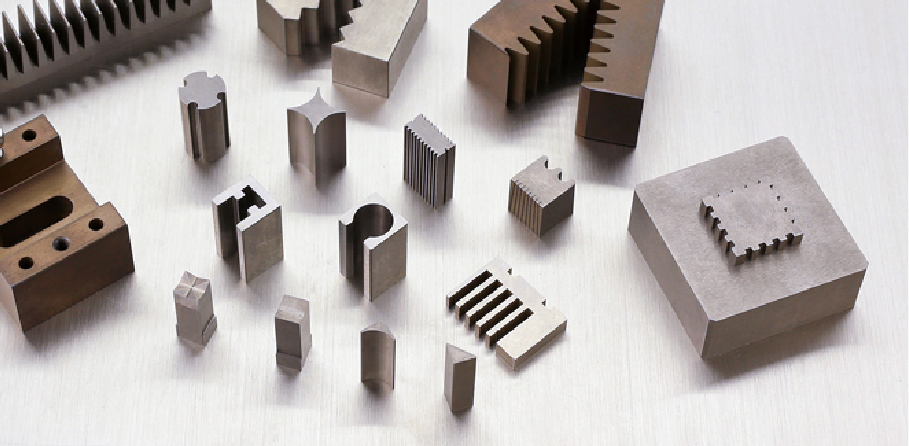
細穴放電加工は、火花で金属を溶かして穴をあける加工方法です。
超硬などの硬い金属への穴あけや、切削加工では難しい曲面の穴あけも可能で、小径穴もまっすぐあけられるのが特長です。
このページでは、初めての方向けに、細穴放電加工の仕組みやメリットをご紹介します。
About
細穴放電加工では、細い電極と金属の間に電気を流し、火花の熱で金属を少しずつ溶かして穴をあけます。
穴の深さや角度を制御できるため、複雑な設計にも柔軟に対応できます。
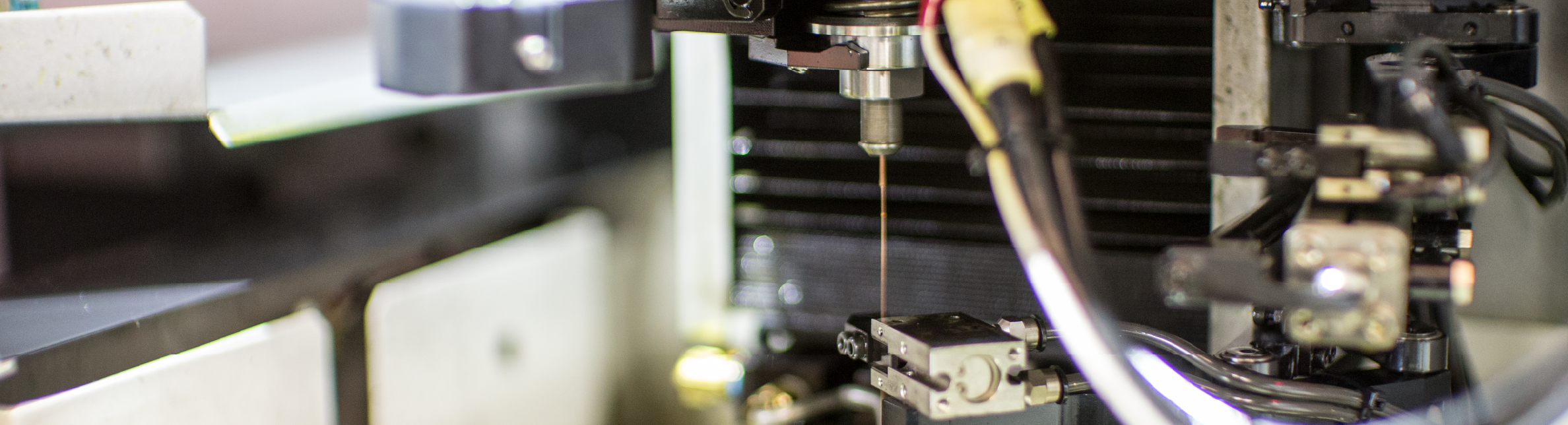
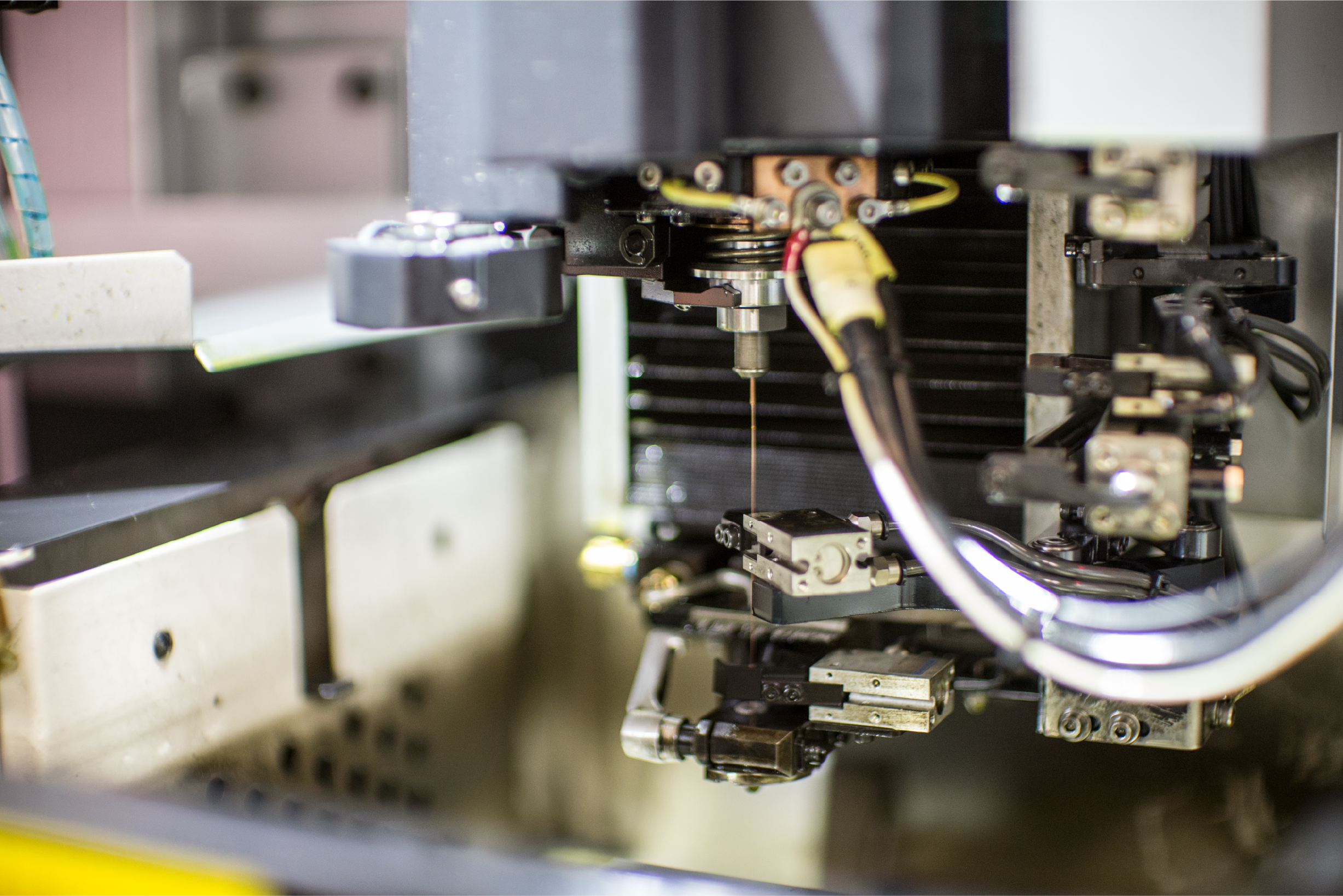
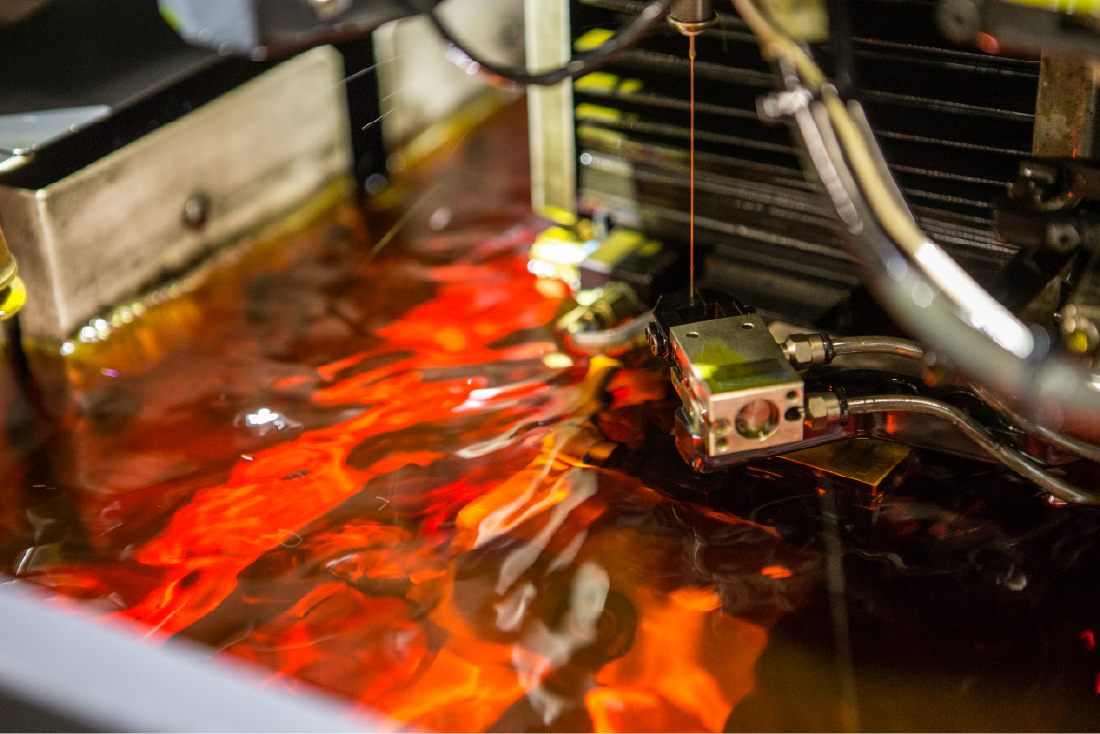
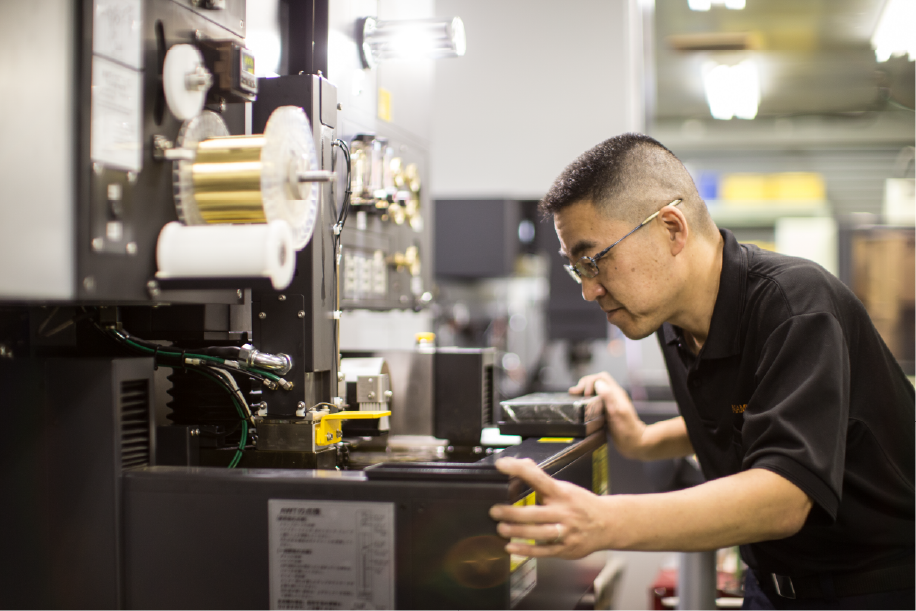
水や油の中で、非常に細いパイプや丸棒電極を電極として火花を発生させて、熱により金属を溶かしながら穴を開ける加工をします。
火花を断続的に飛ばし、金属の溶解・冷却・飛散を繰り返して金属を加工することを放電加工と呼びます。
ドリル加工では、薄板や深穴を加工する場合、工具が折れてしまうリスクがありますが、放電加工は非接触のため、素材の硬さに関わらず安定した穴あけが可能です。
POINT01
超硬合金でも
柔らかい金属でも
OK!
電気を通す素材であればどんなに硬くても、柔らかく粘り気があっても加工することができます。切削加工やドリル加工では困難な素材も細穴放電加工なら可能です。
POINT02

放電加工は、パイプや丸棒電極から放電することで素材を加工するためパイプや丸棒と素材が直接触れることがありません。そのため加工による圧力で素材が変形したり、ひずみができることはありません。
POINT03

放電加工は、パイプや丸棒電極から放電することで素材を加工するためパイプと素材が直接触れることがありません。そのため、素材に圧力がかからず極薄素材でも穴を開けることができます。
POINT04

ドリル加工では、必ず加工面にバリ・カエリが発生してしまいます。
細穴放電加工ではバリ・カエリができないため後処理が必要なく、精度の高い加工ができます。
POINT05
ドリル加工では、球面や斜面に穴を開ける際にドリルが滑って加工できないことがあります。細穴放電加工では球面にも穴を開けることができます。
POINT06

細穴放電加工はプログラムにより無人運転が可能です。
夜間に無人で長時間機械を稼働させることができます。
よくある質問
Q.
どんなに硬い素材でも穴をあけられますか?
A.
はい、大丈夫です。細穴放電加工は、火花の熱で金属を溶かして穴をあける方法なので、
硬い金属や、やわらかくて粘りのある素材でも、しっかり加工できます。
電気を通す素材であれば、ほとんどの金属に対応できます。
Q.
穴の内側がガタガタになったりしませんか?
A.
ご安心ください。工具が直接触れないため、穴の中はキレイな仕上がりになります。
力を加えずに削るため、バリ(余分な出っ張り)やカエリ(めくれ)も出にくく、変形もしづらいのが特長です。
Q.
薄い金属に穴をあけても、割れたりしませんか?
A.
はい、大丈夫です。細穴放電加工は、金属に触れずに火花の熱であける方法なので、
力が加わらず薄い素材でも割れたり曲がったりする心配がほとんどありません。
Q.
曲がった面や斜めの面にも穴をあけられますか?
A.
はい、可能です。ドリルだと滑ってしまうような球面や斜面にも、細穴放電加工なら正確に穴をあけられます。
「この場所に穴が必要だけど難しそう…」という場合も、お気軽にご相談ください。
スチール
(SKD-11・SK3・SS400・S45C・SCM・HPM)
ステンレス
(SUS303・SUS304・SUS430・SUS440・SUS316・SUS420)
アルミ
(A5052・A2017)
銅
(銅・ベリリュウム・リンセイ銅、タフピッチ銅、銅タン)
超硬
タングステン、タンタル、モリブデン、チタン、セラミックス(電導性)、ジルコニウム、ニオブ