ワイヤーカット放電加工
ワイヤーカット放電加工 ワイヤーカット放電加工(初級)
ワイヤーカット放電加工(初級) 細穴放電加工
細穴放電加工 精密金型製作
精密金型製作 タップ加工
タップ加工 お問い合わせ
お問い合わせ 見積もり依頼
見積もり依頼 資料請求
資料請求 よくある質問
よくある質問 同業種の方へ
同業種の方へ金属の微細加工・微細穴加工について

こんにちは!放電加工技術者の高木です。
弊社で得意とする金属の微細加工・微細穴加工ですが、
改めて微細加工って?微細穴加工って何?を解説します!
微細加工とは?
実は微細加工の明確な定義はございません。
弊社では、0.001mm~1mmまでの加工技術を微細加工と定義しています。
微細穴加工とは?
微細穴加工も明確な定義はございません。
弊社では、最小径1/100mm(10μ)〜およそ1/10mm(100μ)未満までの
加工技術を微細穴加工と定義しています。
このような微細加工技術は、精密機械部品、半導体、内視鏡や
カテーテルなどの医療機器、時計部品、自動車部品など、
様々な精密機械をはじめ幅広い分野で必要とされています。
微細加工技術の種類
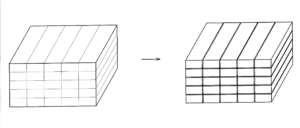
ワイヤーカット放電加工・細穴放電加工
放電加工とは、水や油の中で、非常に細いワイヤー電線を電極として火花を発生させて、熱で金属を溶かしながら切るように加工する方法です。
液体の中で火花を起こすと、金属の溶けた部分が液体で急激に冷やされ飛散します。
火花を断続的に飛ばし、金属の溶解・冷却・飛散を繰り返し、金属を加工します。
放電加工は、金属などの電導性の素材でしたら超硬金属でも加工が可能です。
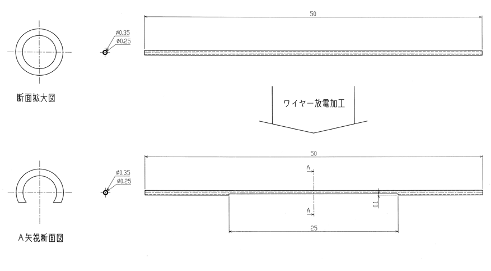
一般的なワイヤーカット放電加工で微細加工といわれるのは、ワイヤー径0.05mmのワイヤーを使用した、スリット幅0.07mmの微細加工技術です。
ナムテクノではさらに微細な加工ができますので、後半にお伝えします!
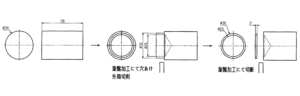
切削加工(旋盤加工、マシニング加工)
切削加工とは、切削工具類を用いて切削する加工方法です。
切削加工は大きく分けて3種類の加工方法があります。
加工資材を固定して工具を回転させる「転削加工」と、
加工資材を回転させて工具を当てる「施削加工」、そしてドリルで穴を開ける「穴あけ加工」です。
切削加工では、金属だけでなくプラスチックも加工することができます。
超精密加工機で加工を行えば、ナノレベルの加工精度まで実現可能のようです。
レーザー加工
レーザー加工とは、レーザー光を利用して切削や穴あけをおこなう加工方法です。
レーザー加工による微細加工では、超短波パルスレーザーというパルス幅が非常に短いレーザー光で加工をします。パルス幅が短いと、光の直線距離がみじかくなるため、精度の高い微細加工が可能となります。
レーザー加工は、金属、セラミックやガラスなど様々な素材に加工を施すことができます。
今回は微細加工の3種類の加工方法をご紹介しました。
世の中には今回ご紹介した加工方法以外にも、微細加工は存在します。
ではどのような加工方法を選べば良いかというと、
加工する資材の種類や状態、必要な加工の精度によって適切な加工方法を取捨選択する必要がございます。
例えば
バリができてはいけない。
コーナーRが決まっている。
板厚が極薄。
超硬金属の加工をしたい。
複雑な形状の加工がしたい。
プラスチックを加工したい。
など、様々な加工条件があると思います。
加工方法によって、得意不得意がありますので、
加工でお困りの場合は別の加工方法をご検討して頂くことで解決できることもございます!
弊社は、ワイヤーカット放電加工と細穴放電加工による微細加工を得意としています。
放電加工を行う会社は数多く存在しますが、微細加工技術は他社に負けないと自負しております。
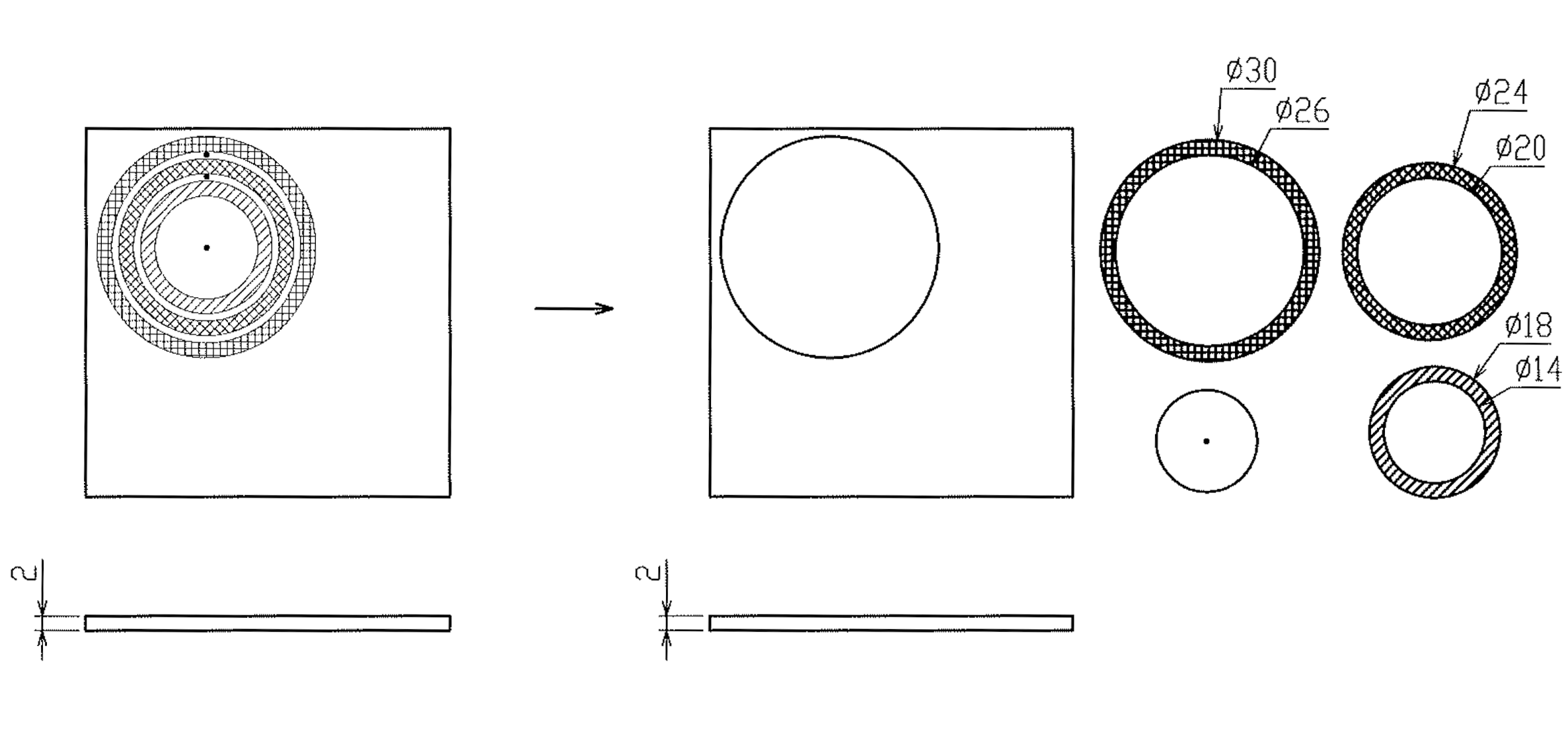
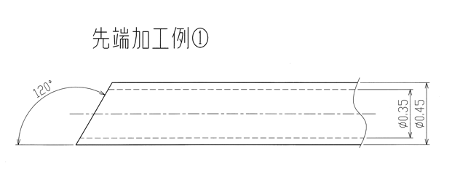
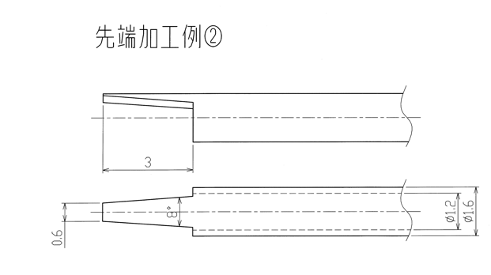
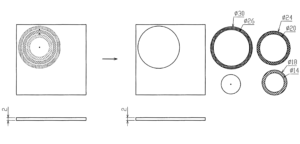
ナムテクノのワイヤーカット放電加工による微細加工の特徴
1、ワイヤー線径0.02mm(20μ)による超微細加工が可能です
ワイヤー線径0.02mm(20μ)による加工で、最小スリット幅0.025mm、最小穴径φ0.09mm、最小コーナーR0.015mmの微細加工ができます。
2、加工精度1/1000mm(1μ)台の高精度の加工が可能です。
ナムテクノの放電加工機と熟練の技術力で高精度な微細加工を実現しています。
3、難素材の加工経験が豊富です。
タングステン、タンタル、モリブデン、チタン、ジルコニウム、ニオブのような高融点金属や、伝導性のセラミックなどの難素材の微細加工も多くご依頼いただいております。
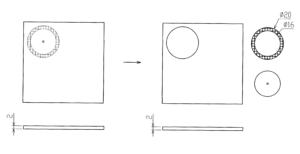
ナムテクノの細穴放電加工による微細加工の特徴
1、最小加工穴径0.02mm(20μ)!超微細加工が可能です
ワイヤー線径0.02mm(20μ)による加工で、最小加工穴径0.02mm(20μ)の微細加工ができます。
2、0.05mmの極薄の板厚にも加工ができます
ナムテクノの細穴放電加工機と技術なら極薄の金属に微細加工が可能です。
3、加工精度1/1000mm(1μ)台の高精度の細穴加工が可能です
ナムテクノの細穴放電加工機と熟練の技術力で高精度な微細穴加工を実現しています。
4、難素材の細穴加工経験が豊富です
タングステン、タンタル、モリブデン、チタン、ジルコニウム、ニオブのような高融点金属や、伝導性のセラミックなどの難素材の微細穴加工も多くご依頼いただいております。
まとめ
本日は、改めて微細加工についてブログ記事を書きました。
微細加工の加工方法は多くありますが、
加工精度の条件や加工物によって加工方法を選択する必要がございます。
微細加工が必要だが、、
「加工方法に迷われている方。」「加工できないと言われた方。」
一度ナムテクノにご相談ください。
ナムテクノは、難しい微細加工も「できる」を提案!
をモットーに皆様のご依頼にお答えします。
最小ロット1つから対応し、試作やテスト加工、サンプル加工も可能です。
岐阜県、愛知県、三重県の東海三県はもちろん、
全国からご依頼を承っておりますので、お気軽にご相談ください。